




TIG - Tungsten Inert Gas - дуговая сварка неплавящимся электродом в инертном защитном газе. Поскольку чаще всего в качестве материала для неплавящихся электродов используется вольфрам, в немецкоязычной литературе используют сокращение WIG (Wolfram Inert Gas); иногда встречается обозначение GTA (Gas Tungsten Arc)
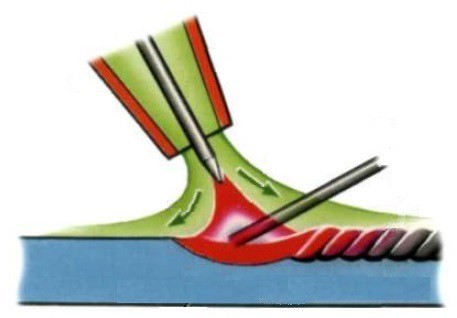
Сущность способа. При сварке неплавящимся электродом в защитном газе (рис. 1) в зону дуги, горящей между неплавящимся электродом и изделием, через сопло подаётся защитный газ, защищающий неплавящийся электрод и расплавленный основной металл от воздействия активных газов атмосферы. Теплотой дуги расплавляются кромки свариваемого изделия. Расплавленный металл сварочной ванны, кристаллизуясь, образует сварной шов.
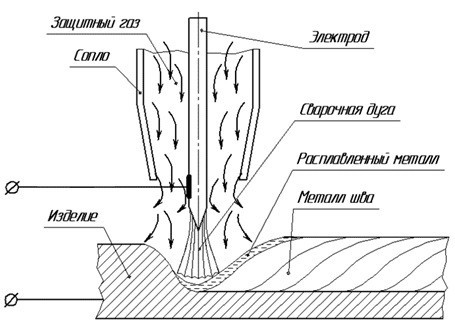
Рис.1. Схема сварки неплавящимся электродом
Защитный газ должен быть инертен к металлу электрода и к свариваемому металлу. В качестве защитного газа при сварке вольфрамовым электродом применяют аргон, гелий, смесь аргона и гелия; для сварки меди медным электродом или медным электродом со вставкой из гафния (циркония) можно применить азот.
Теплофизические свойства защитных газов оказывают большое влияние на технологические свойства дуги и форму швов. Например, по сравнению с аргоном гелий имеет более высокий потенциал ионизации и большую теплопроводность при температурах плазмы. Поэтому дуга в гелии более "мягкая". При равных условиях дуга в гелии имеет более высокое напряжение, а образующийся шов имеет меньшую глубину проплавления и большую ширину. Поэтому гелий целесообразно использовать при сварке тонколистового металла. Кроме того, он легче воздуха и аргона, что требует для хорошей защиты зоны сварки повышенного его расхода (1,5 ... 3 раза).
Для рационального расходования дорогостоящих инертных газов (Ar, He) при сварке сталей создают комбинированную защиту (рис. 2)
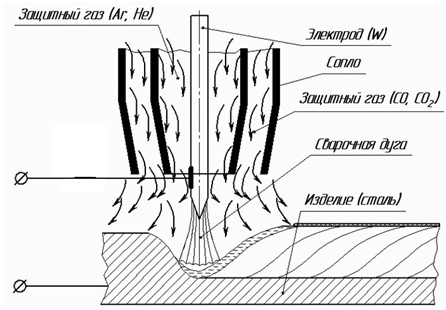
Рис.2. Схема сварки неплавящимся электродом с комбинированной защитой
При сварке тугоплавких и активных металлов для улучшения защиты нагретого и расплав-ленного металлов от возможного подсоса в зону сварки воздуха используют специальные камеры (сварка в контролируемой атмосфере). Детали помещают в специальные камеры, откачивают воздух до создания вакуума (до 10-4 мм рт. ст.) и заполняют инертным газом высокой чистоты. Сварку выполняют вручную или автоматически с дистанционным управлением.
При сварке металла большой толщины для обеспечения проплавления основного металла и получения требуемых геометрических параметров сварного шва, сварку ведут по зазору или с разделкой кромок с добавлением присадочного (чаще всего в виде проволоки) металла (рис. 3).
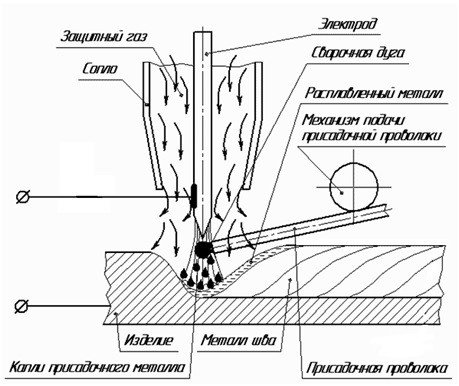
Рис.3.Схема сварки неплавящимся электродом с присадкой
Неплавящийся электрод изготавливают из графита, вольфрама, меди, меди со вставкой из тугоплавкого металла - вольфрама, циркония, гафния. Диаметр притупления вольфрамового электрода (катода) и угол заточки (рис. 4) влияют на проплавляющую способность дуги.
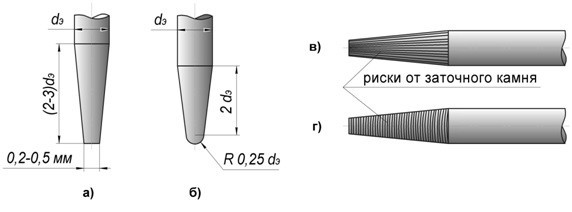
Рис.4.Заточка вольфрамового электрода: а) для сварки на постоянном токе; б) для сварки на переменном токе; в) правильная; г) неправильная
При уменьшении диаметра притупления повышается концентрация теплового потока, растет давление дуги и плотность тока. Глубина проплавления монотонно увеличивается при уменьшении диаметра притупления электрода. Изменение угла заточки приводит к изменению формы и размеров столба дуги. При углах заточки 15—75° столб имеет коническую форму, при больших углах форма столба дуги приближается к цилиндрической, а пятно нагрева сокращается.
На практике используются вольфрамовые электроды с заточкой под углом 20—90°. При меньших углах снижается ресурс работы электрода, а при углах свыше 90° возможно неустойчивое горение дуги из-за блуждания катодного пятна по торцевой поверхности.
Заточка вольфрамовых электродов должна производиться твердыми дисками с мелким зерном для избежания образования заусенцев и бороздок на торце электрода. Круг, на котором затачиваются вольфрамовые электроды, не должен применяться для других материалов, чтобы исключить попадание загрязнений. Затачивать вольфрамовые электроды можно вручную, а также с применением специального оборудования для заточки.
В качестве источников питания при сварке на постоянном токе может быть использован любой источник постоянного тока: сварочный преобразователь, выпрямитель, сварочный агрегат, инверторный источник или специальные источники и установки. При сварке на переменном токе применяют сварочный трансформатор. Наиболее эффективными являются инверторные источники питания дуги, обеспечивающие бесконтактное зажигание дуги, плавную регулировку сварочного тока, а также импульсный режим сварки.
Примеры современных сварочных TIG аппаратов

Переносной сварочный аппарат серии Handy TIG плавная регулировка сварочного тока, 5-180А, электроды 1,0–3,2 мм, масса 6,5 кг |

Промышленный сварочный инвертор серии V экспертная база данных SmartBase регулирует параметры для получения оптимальной сварочной дуги, сохранения в памяти до 100 сварочных заданий, вторичный ток предотвращает провалы при нагреве детали, автоматическое понижение тока (Downslope) для получения идеального конца шва |

Профессиональный сварочный инвертор серии T-Pro и TF-Pro подключение дистанционного устройства управления, 5-250А, отдельная панель ручного управления для управления подачи холодной проволоки |
Сварочные горелки для дуговой сварки неплавящимся электродом в защитных газах служат для жесткого фиксирования вольфрамового электрода в определенном положении, подвода к нему электрического тока, подачи защитного газа в зону сварки и охлаждения токоведущих частей воздухом и водой (рис. 5). Горелки делятся: по применению - на ручные и автоматические; по системе охлаждения - с естественным (воздушным) и водяным охлаждением. Для повышения производительности сварки рекомендуется использовать горелки с автоматической подачей присадочной проволоки.

Рис.5.Общий вид и составные части горелки для сварки неплавящимся электродом
Способ сварки неплавящимся электродом
| Преимущества | Недостатки |
|---|---|
|
|



















