Трубы и трубные конструкции являются важнейшими элементами современной промышленности и находят широкое применение в таких областях, как производство компонентов для полупроводниковой промышленности, в пищевой промышленности, фармацевтике, химическом машиностроении, автомобилестроении, биотехнологии, судостроении и аэрокосмической отрасли, строительстве электростанций. В данных областях к качеству сварных соединений трубных изделий предъявляются очень высокие требования, поэтому с середины 20 века появилось такое понятие как орбитальная сварка - специализированный способ сварки, при котором дуга поворачивается на 360° вокруг статичной трубной заготовки и, фактически, достигается равнопрочность сварного соединения основному металлу. Современное оборудование для орбитальной сварки - с компьютерным управлением, благодаря чему процесс выполняется с наименьшим вмешательством оператора. Орбитальная сварка почти всегда осуществляется неплавящимся вольфрамовым электродом в среде инертного газа (TIG-сварка), если необходимо, то с дополнительной подачей «холодной» проволоки. Этот метод применим для сварки изделий из высокопрочных, жаропрочных и коррозионно-стойких сталей, нелегированных и низколегированных углеродистых сталей, никелевых сплавов, титана, меди, алюминия и их сплавов.
Наша компания имеет опыт поставок стандартной техники для орбитальной сварки труб и вварки труб в трубные доски, а так же автоматизированных комплексов для орбитальной сварки на предприятия России.
Если речь вести о производителе стандартной техники для орбитальной сварки, то лидером в данном сегменте является немецкая компания Orbitalservice. Компания ШТОРМ является генеральным партнером Orbitalservice в России. Мы предлагаем не просто оборудование, а готовое решение Вашей задачи – от коммерческого предложения до внедрения в производственный процесс.
Основными компонентами системы орбитальной сварки является источник питания и контроллер, сварочная головка и, при необходимости, механизм подачи проволоки.

Источник питания и контроллер могут быть выполнены как в монокорпусе, так и в раздельных корпусах.
Компания LORCH выступила разработчиком источника для орбитальной сварки, который работает с контроллером OWC (пр-во Orbitalservice).
Источника CompactOne, где блок управления встроен в корпус сварочного аппарата (см. фото 1).

Блок управления оснащен сенсорным экраном, на котором отображаются все параметры сварки трубы, разбитой на отдельные сегменты. Выбор режимов сварки в каждом сегменте осуществляется в автоматическом режиме блоком управления сварочным процессом, благодаря чему получается добиться не только высокого качества сварного соединения, но и существенно ускорить выполнение работ (см. фото 2). Отличительная особенность данного блока управления - новый интерфейс, который отличается простотой и интуитивно понятен оператору, позволяет в широком диапазоне настраивать все параметры сварки, в том числе системы слежения и колебания горелки.

Еще один важный компонент установок орбитальной сварки – сварочная головка.
Среди всех них выделяют следующие виды:
- закрытого типа;
- открытого типа;
- для сварки труб в трубные доски.

Фото 3. Головка закрытого типа CWH
|
Головки серии CWH
|
|||||
| Модель | CWH-21 | CWH-38 | CWH-53 | CWH-76 | CWH-115 |
| Диаметр трубы, мм | 3.17-21.3 | 3.17-38.21 | 6.0-53.0 | 6.0-76.2 | 8.0-114.3 |
При сварке труб значительных диаметров - до 273 мм с разделкой кромок, целесообразным является применение головок открытого типа серии OWH.

Фото 4. Головка открытого типа OWH
|
Головки серии OWH |
||||
|
Модель |
OWH-76 |
OWH-114 |
OWH-168 |
OWH-263 |
|
Диаметр трубы, мм |
3.17-21.3 |
3.17-38.21 |
6.0-53.0 |
6.0-76.2 |
Преимущество данных головок в том, что их можно использовать в ситуациях, где не требуется система слежения по напряжению и система поперечных колебаний горелки, так и в случаях, где применение данных систем необходимо. Таким образом, имея базовую головку OWH, ее можно укомплектовать как стандартным блоком крепления горелки, так и блоком крепления с компактной системой слежения и колебаний AVC-OSC.
Третьим типом головок для орбитальной сварки являются головки серии TTS, предназначенные для вварки труб в трубные доски (см. фото 5). Они применяются для труб диаметром от 16 до 80мм. Конструкция данной головки позволяет быстро и с высокой точностью устанавливать их к месту сварки и получать соединение высокого качества.
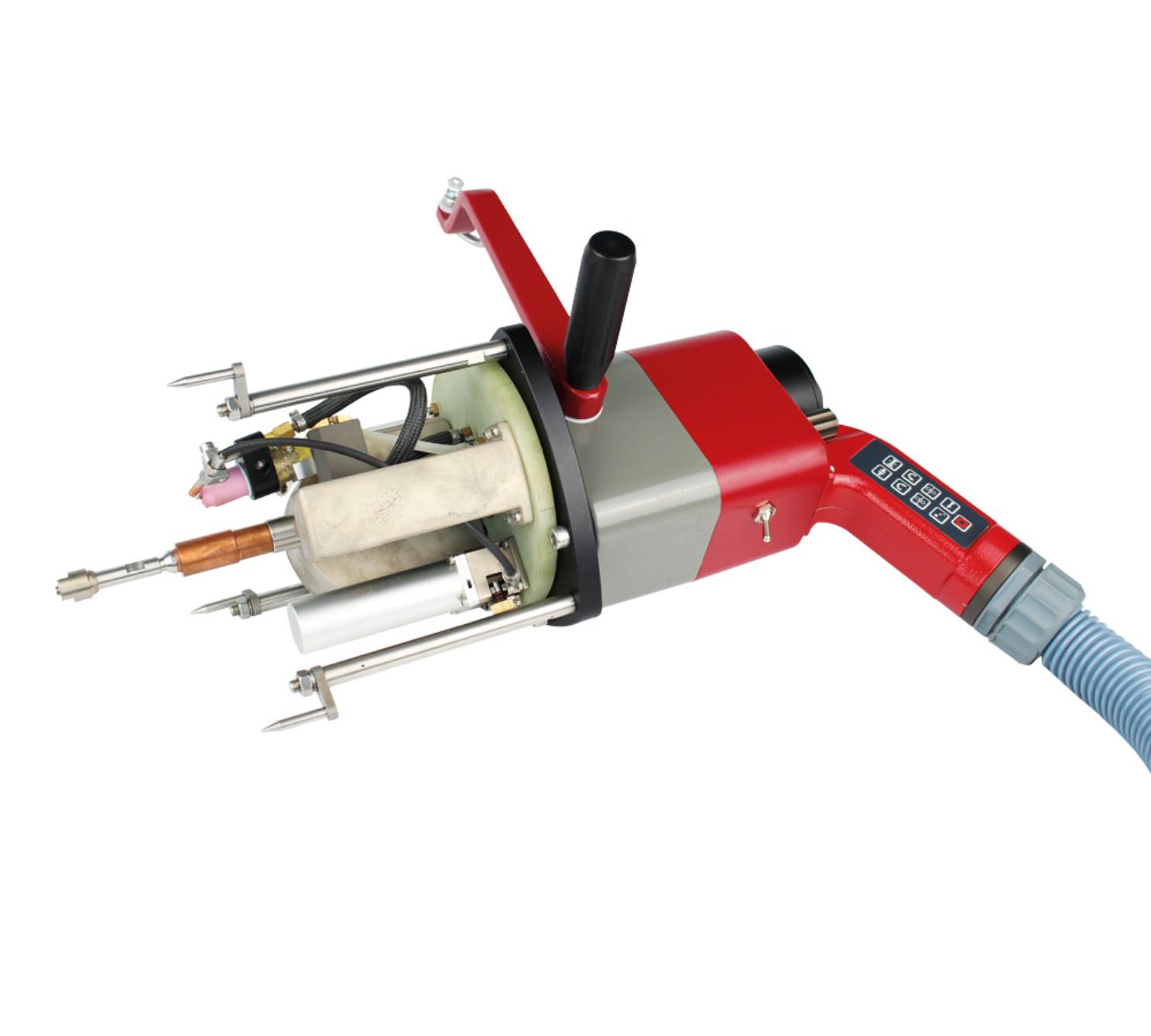
Фото 5. Головка для вварки труб в трубную доску - TTS
|
Головки серии TTS |
|||
|
Модель |
TTS-40 |
TTS-90 |
TTS-122 |
|
Диаметр трубы, мм |
16.0-38.0 |
16.0-60.0 (возможно расширение до 80мм) |
10,0-80,0 (горелка параллельно к трубе) 10,0-40,0 (горелка под 30° к трубе) |
Сварочная головка TTS-122 отличается от всего модельного ряда TTS наличием непосредственно на самой головке механизма подачи проволоки с возможностью установки кассеты с массой до 1 кг.
Для удобной и быстрой переустановки головки с одного изделия на другое удобно использовать пневматический позиционер консольного типа (см. фото 6).

Фото 6. Пневматический манипулятор TTS-Autoline для для сварочных головок серии TTS
Помимо этого, в состав установки орбитальной сварки может быть включен блок жидкостного охлаждения горелки для увеличения продолжительности работы системы (WUK), механизм подачи присадочной проволоки, имеющий полностью закрытый корпус типа CWF (см. фото 7), транспортная тележка для мобильности системы Trolley , дистанционный пульт управления (см. фото 8).


Фото 8. Пульты дистанционного управления процессом орбитальной сварки .
Всего несколько лет назад цена на оборудование для орбитальной сварки была мало кому доступной, а оборудование практически эксклюзивным. К счастью, сегодня ситуация кардинально изменилась: оборудование производится серийно, расходные материалы и запчасти для него доступны, а цена - оправдана.