




")
")
")
")

Сварочный инвертор ARCMETEOR MIG-500 XT Pulse с цеховым исполнением подающего устройства:

- возможность сваривать алюминий, различные сплавы, цветные и черные металлы;
- мягкое переключение Soft Switch;
- режим S4T для высококачественной сварки алюминия;
- режим MIG Pulse;
- режим MIG Double Pulse;
- режим High Speed Pulse;
- настройка длительности и периодичности импульсов;
- функции PRE GAS и POST GAS;
- функция DOWNS LOPE;
- режим 2Т/4Т;
- синергетический алгоритм управления SYNERGIC;
- ММА-сварка;
- режим ARC FORCE;
- функция HOT START;
- модульная система жидкостного охлаждения;
- полноценное управление с выносного блока;
- защита от поражения электрическим током;
- защита от перегрева и перегрузки;
- температура эксплуатации от 10 до +40С°.
На верхней крышке основного блока располагается надежный подающий привод выносного типа закрытого типа. Максимальные размеры используемой катушки: диаметр 300 мм, вес 15 кг. В результате значительно увеличивается продолжительность работы, повышается производительность. 4-х роликовый надежный привод позволяет применять бобины с присадочным материалом разного сечения от 0,8 до 1,2 мм. При этом доступна регулировка усилия прижимных роликов в зависимости от используемого диаметра проволоки. Таким образом, значительно снижается износ роликов и исключается деформация присадочного материала, обеспечивается высокая стабильность сварочного цикла. Скорость регулирования подачи проволоки доступна в диапазоне от 5 до 20 м/мин, позволяя оптимально настроить подачу присадочного материала в зону сварки. В результате достигается полный контроль над сварочным циклом, повышается качество и скорость сварки.

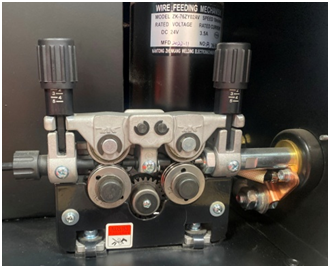
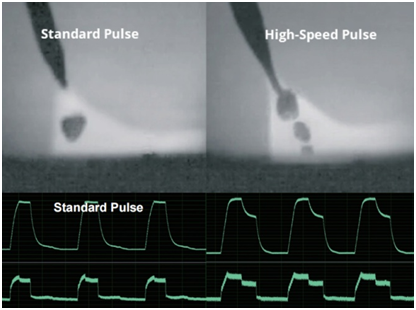
Рис. 1: Слева – стандартный капельный перенос, справа – высокоскоростной импульсный процесс (High-Speed Pulse)

Рис. 2: a – на конце проволоки формируется первичная капля; б – первичная капля отделилась и формируются вторичные капли; в – первичная капля переходит в ванну расплава, а вторичные капли отделяются.
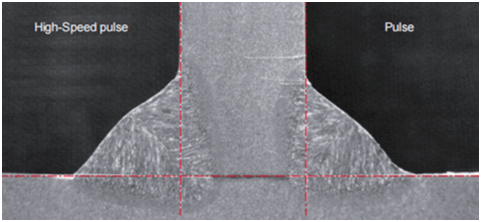
Рис. 3: сравнительный анализ провара на режиме High-Speed Pulse и режим стандартной импульсной сварки
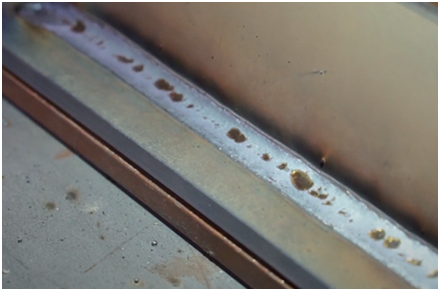
Рис. 4: внешний вид шва, выполненный с помощью режима High-Speed Pulse
Объединение импульсной и струйной дуг функцией High-Speed Pulse существенно повлияло на производительность и скорость сварки, а именно:
- до 48 % быстрее автоматизированной импульсной сварки;
- до 35 % быстрее ручной импульсной сварки;
- до 10–15 % быстрее обычной сварки MIG/MAG;
- до 30 % быстрее при сварке нержавеющей стали в отличие от ручной импульсной сварки;
- до 20 % быстрее при сварке алюминия в отличие от ручной импульсной сварки.
Классический режим MIG/МАG
Для стандартной MIG/МАG сварки необходимо выбрать тип и диаметр проволоки и обеспечить подачу защитного газа в зону сварки. Классический режим MIG/МАG отличается высокой производительностью при сварке черных металлов, различных сплавов и марок сталей без лишних затрат.
Режим 2Т станет незаменим для выполнения коротких швов или для прихватки металла. Режим 4Т обеспечивает автоматическое поддержание горения дуги на протяжении всего цикла, снижая нагрузку оператора, повышая скорость и качество сварки, что особенно важно при выполнении швов длинной протяженности.
Функция DOWN SLOPE с возможностью настройки обеспечивает в автоматическом режиме снижение величины тока в конце сварочного цикла. Благодаря этому исключается образование полостей, трещин, а также неровностей при обработке изделий из алюминия и других металлов. Настройка функции «Заварка кратера» доступна во всех режимах.
Настройка индуктивности дуги доступна в диапазоне от 1 до 10. С помощью плавной регулировки индуктивности можно выбрать оптимальные условия горения дуги, снизить разбрызгивание и получить плавное формирование шва. При переходе на проволоку большего диаметра индуктивность должна быть увеличена. При увеличении индуктивности дуга горит «мягче», с малым разбрызгиванием, обеспечиваются большая глубина проплавления и плавная конфигурация шва с мелкой чешуйчатостью. При уменьшении индуктивности дуга становится «жесткой», разбрызгивание увеличивается, а шов имеет усиление с резким переходом к основному металлу.
Настройка величины сварочного напряжения позволяет обеспечить оптимальную температуру и размер сварочной зоны. Кроме этого, регулируя напряжение дуги, оператор получает возможность управлять длиной дуги для формирования идеального шва без перерасхода материалов и брака.
Для исключения влияния атмосферы на формирования шва в инверторе предусмотрены функции PRE GAS и POST GAS, благодаря которым выполняется предварительная и финишная продувка защитным газом зоны сварки в автоматическом режиме. Оператор может самостоятельно выполнить настройку каждой функции в отдельности.
В режиме ручной дуговой сварки ММА создаются идеальные условия для качественной сварки изделий из черного металла и разных марок стали. Для высокоэффективной сварки в режиме ММА в инверторе ARCMETEOR MIG-500 XT Pulse реализована функция «Форсаж дуги». Благодаря этому мощная дуга позволяет выполнять качественную сварку изделий с толстым слоем краски или ржавчины без предварительно прокалки электрода и очистки поверхности изделия. Быстрый, но плавный розжиг дуги в режиме ММА обеспечивает функция «Горячий старт», с помощью которой при работе даже с зашлакованными кончиками электродов розжиг дуги будет выполняться при каждом касании электродом изделия.
Благодаря функции «Отжиг проволоки» при завершении процесса сварки осуществляется правильное отсоединение присадочного материала от сварочного шва. При этом остается нужная длина проволоки для начала нового сварочного цикла, а на шве не остается «торчащего» обрывка проволоки.
Все платы управления и силовые платы покрыты двойным слоем специального лака. Он предохраняет электронные компоненты от короткого замыкания при конденсации влаги (например, если аппарат перемещен с холодного воздуха в теплое помещение) или от попадания металлической пыли или стружек. Монтажные ножки силовых транзисторов покрыты термостойким силиконом, что исключает пробой и выход из строя силовой части аппарата. Боковые стенки корпуса дополнительно покрыты диэлектриком. Таким образом, при случайном ударе крышка корпуса не закоротит силовые элементы.
Высокую производительность при максимальной нагрузке гарантирует современная система охлаждения модульного типа, которая представлена циркуляционным насосом с энергоемким баком для охладителя. Благодаря этому КПД инвертора ARCMETEOR MIG-500 XT Pulse достигает 0,88 %, а показатель ПВ при максимальной величине тока 500А составляет не менее 60 %. В результате не только повышается производительность аппарата даже при интенсивной высокой нагрузке, но и исключается перегрев.

Питание и мобильность
Для питания инвертора ARCMETEOR MIG-500 XT Pulse необходим доступ к трехфазной сети на 380 В. Кроме этого, предусмотрен электронный блок стабилизации, который будет сглаживать все скачки питающего напряжения до 15 %. Транспортировочная тележка с большими надежными колесами, усиленная площадка под газовый баллон и надежная конструкция кронштейна под установку подающего механизма на источник питания обеспечивают отличную мобильность и маневренность инвертора по производственному участку.



")


")


